 |
|||
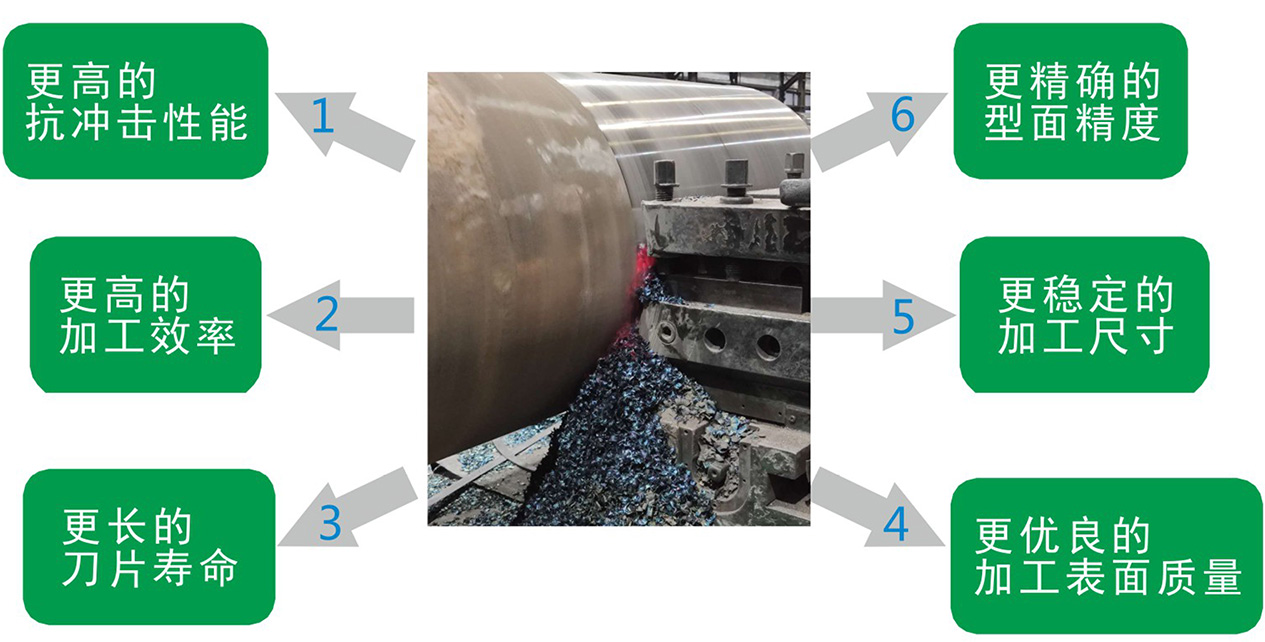
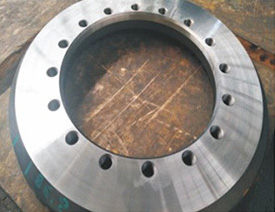
| 工件名称:轧辊 工件材料:高碳半钢,硬度 HSD 72 选用刀片:ZBN6500 SNGN150720 切削参数:ap=8mm,F=0.6-0.8mm/r |
|||
| 刀片对比 | 切削速度Vc | 效率 | 寿命 |
| 硬质合金 | 15m/min | 4小时/件 | 1件/刃 |
| 博徕荣PCBN | 76m/min | 1.5小时/件 | 20件/刃 |
| 博徕荣PCBN刀片的效率是硬质合金的2倍,寿命是其6倍。 | |||
 |
|||
| 工件名称:轧辊 工件材料:高铬合金铸铁,硬度HSD75; 选用刀片:ZBN6500 SNMN201020 切削参数:ap=4mm,F=0.6mm/r |
|||
| 刀片对比 | 切削速度Vc | 效率 | 寿命 |
| 硬质合金 | 5m/min | 15小时/件 | 1/4件/刃 |
| 博徕荣PCBN | 35m/min | 1.5小时/件 | 2件/刃 |
| 博徕荣PCBN刀片的效率是硬质合金刀10倍,寿命是其6倍。 | |||
 |
|||
| 工件名称:轧辊 工件材料:高镍铬,硬度 HSD80; 选用刀片:ZBN6500 SNMN200700 切削参数:ap=4-5mm,f =0.6mm/r |
|||
| 刀片对比 | 切削速度Vc | 效率 | 寿命 |
| 硬质合金 | 10m/min | 3小时/件 | 1件/刃 |
| 博徕荣PCBN | 52m/min | 0.3小时/件 | 4件/刃 |
| 博徕荣PCBN刀片的效率是硬质合金6倍,寿命是其3倍。 | |||
 |
|||
| 工件名称:轧辊 工件材料:高镍铬合金铸铁,硬度HSD78; 选用刀片:ZBN6500 BL12K1-B 切削参数:ap=2mm,f = 0.2mm/r |
|||
| 刀片对比 | 切削速度Vc | 效率 | 寿命 |
| 硬质合金 | 10m/min | 24小时/件 | 6槽/刃 |
| 博徕荣PCBN | 50m/min | 4小时/件 | 30槽/刃 |
| 博徕荣PCBN刀片的效率是硬质合金刀6倍,寿命是其4倍。 | |||
 |
|||
| 工件名称:轧辊 工件材料:高速钢,硬度 HSD85; 选用刀片:ZBN7000 RCMX090700 S05020 切削参数:ap=1.0mm,f =0.5mm/r |
|||
| 刀片对比 | 切削速度Vc | 效率 | 寿命 |
| 陶瓷刀片 | 20m/min | 3小时/件 | 0.2件/刃 |
| 博徕荣PCBN | 60m/min | 1小时/件 | 1件/刃 |
| 博徕荣PCBN刀片的效率是硬质合金3倍,寿命是其5倍。 | |||
 |
|||
| 工件名称:轧辊 工件材料:高铬钢,硬度 HSD75; 选用刀片:ZBN6500 RCMX201000 S05020 切削参数:ap=8mm,f =0.6-0.8mm/r |
|||
| 刀片对比 | 切削速度Vc | 效率 | 寿命 |
| 陶瓷刀片 | 10m/min | 24小时/件 | 0.2件/刃 |
| 博徕荣PCBN | 45m/min | 8小时/件 | 1件/刃 |
| 博徕荣PCBN刀片的效率是硬质合金3倍,寿命是其5倍。 | |||
 |
|||
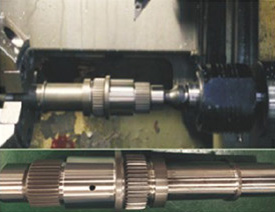
| 工件名称:三档从动齿轮 工件材料:20CrMnTiH,硬度 HRC58-62 选用刀片:ZBN7000 CNGA120408-2S 切削参数:ap=0.07mm,F=0.08mm/r |
|||
| 刀片对比 | 切削速度Vc | 效率 | 寿命 |
| 日系某PCBN | 100m/min | 20秒/件 | 20 |
| 博徕荣PCBN | 150m/min | 10秒/件 | 500 |
| 博徕荣PCBN刀片的效率是日系某PCBN的2倍,寿命是其2倍。 | |||
 |
|||
| 工件名称:中间轴 工件材料:20CrMnTiH,硬度HRC58-62; 选用刀片:ZBN7000 CNGA120408KD-2L修光刃 切削参数:ap=0.25mm,F=0.1mm/r |
|||
| 刀片对比 | 切削速度Vc | 效率 | 寿命 |
| 欧系某PCBN | 200m/min | 30秒/件 | 100 |
| 博徕荣PCBN | 200m/min | 30秒/件 | 300 |
| 博徕荣PCBN刀片的寿命是欧系某PCBN刀片寿命的3倍。 | |||
 |
|||
| 工件名称:螺伞锥齿轮 工件材料:20CrMnTiH,硬度 HRC58-63; 选用刀片:ZBN7000 CNGA120408-2L30 切削参数:ap=0.1mm,f =0.12mm/r |
|||
| 刀片对比 | 切削速度Vc | 效率 | 寿命 |
| 陶瓷刀片 | 90m/min | 60秒/件 | 10 |
| 博徕荣PCBN | 180m/min | 40秒/件 | 30 |
| 博徕荣PCBN刀片的效率是欧系某PCBN的1.5倍,寿命是其2倍。 | |||
 |
|||
| 工件名称:偏心轴 工件材料:20Cr,硬度HRC60; 选用刀片:ZBK7000 WNGA080404 切削参数:ap=0.2mm,f = 0.6mm/r |
|||
| 刀片对比 | 切削速度Vc | 效率 | 寿命 |
| 日系某PCBN | 133m/min | 100小时/件 | 500(Ra0.6) 800(Ra0.8) |
| 博徕荣PCBN | 151m/min | 120小时/件 | 700(Ra0.6) 1200(Ra0.8) |
| 博徕荣PCBN刀片加工效率是日系某PCBN刀片加工效率的12倍,寿命是其1.5倍。 | |||
 |
|||
| 工件名称:圆柱齿轮 工件材料:22CrMoH2,硬度 HRC58-62; 选用刀片:ZBK7000 CNGA120408-2S 切削参数:ap=0.1-0.2mm,f =0.11mm/r |
|||
| 刀片对比 | 切削速度Vc | 效率 | 寿命 |
| 日系某PCBN | 180m/min | 30秒/件 | 40 |
| 博徕荣PCBN | 180m/min | 30秒/件 | 80 |
| 博徕荣PCBN刀片的寿命是日系某PCBN刀片寿命是1.5倍。 |
|||
 |
|||
| 工件名称:传动轴 工件材料:20CrMo,硬度 HRC60-65; 选用刀片:ZBK7000 CNGA160408 切削参数:ap=0.1mm,f =1.5mm/r,湿切 |
|||
| 刀片对比 | 切削速度Vc | 效率 | 寿命 |
| 日系某PCBN | 100m/min | 60秒/件 | 100 |
| 博徕荣PCBN | 150m/min | 15秒/件 | 145 |
| 博徕荣PCBN刀片的效率是日系某PCBN的2倍,寿命是日系某PCBN刀片寿命的1.45倍。 | |||

 |
|||
| 工件名称:制动盘 工件材料:HT250,硬度HB200 选用刀片:ZBN7800 CNGN120712 切削参数:ap=2-3mm,F=0.6-0.8mm/r,干切 |
|||
| 刀片对比 | 切削速度Vc | 效率 | 寿命 |
| 日系某硬质合金 | 300m/min | 5分钟/件 | 100件/刃 |
| 博徕荣PCBN | 800m/min | 1分钟/件 | 800件/刃 |
| 博徕荣PCBN刀片的效率是日系某硬质合金的5倍,寿命是其8倍。 | |||
 |
|||
| 工件名称:制动盘 工件材料:HT250,硬度HB200 选用刀片:ZBN7800 SNGN090408 切削参数:ap=0.3mm,F=0.35mm/r,干切 |
|||
| 刀片对比 | 切削速度Vc | 效率 | 寿命 |
| 欧系某陶瓷 | 300m/min | 40秒/件 | 40件/刃 |
| 博徕荣PCBN | 800m/min | 10秒/件 | 200件/刃 |
| 博徕荣PCBN刀片的效率是欧系某陶瓷的4倍,寿命是其5倍. | |||
 |
|||
| 工件名称:缸体顶面 工件材料:FME02-D250-SN09-25 选用刀片:ZBN7000 SNEN090412 修光刃刀片:ZBN7025 SNEX120412ZZ |
|||
| 刀片对比 | 切削速度Vc | 效率 | 寿命 |
| 德系某硬质合金 | 180m/min | 20分钟/件 | 100件/刃 |
| 博徕荣PCBN | 630m/min | 2分钟/件 | 400件/刃 |
| 博徕荣PCBN铣刀的效率是德系某硬质合金铣刀的10倍,寿命是其4倍。 | |||
 |
|||
| 工件名称:汽车轮毂轴承单元 工件材料:65Mn,硬度HRC 58-63 选用刀片:ZBN6500 VNGA160408 切削参数:ap=0.15mm,F=0.1mm/r |
|||
| 刀片对比 | 切削速度Vc | 效率 | 寿命 |
| 欧系某PCBN | 120m/min | 6分钟/件 | 40件/刃 |
| 博徕荣PCBN | 185m/min | 3分钟/件 | 205件/刃 |
| 博徕荣PCBN刀片的效率是欧系某PCBN的2倍,寿命是其5倍。 | |||
 |
|||
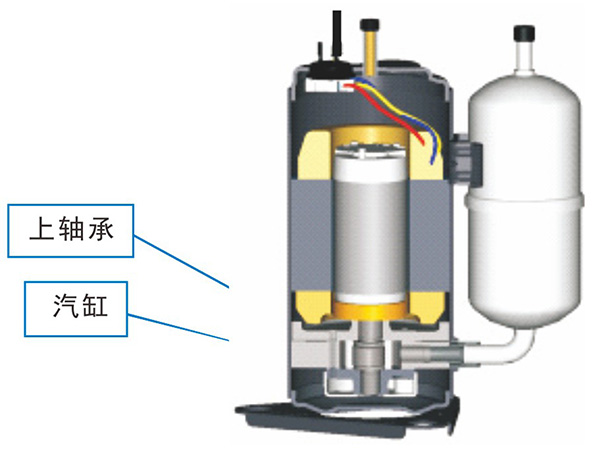
| 工件名称:上轴承 工件材料:HT200,HB170-210 选用刀片:ZBS7800 WNGA080408 切削参数:ap=2.5mm,F=0.25mm/r |
|||
| 刀片对比 | 切削速度Vc | 效率 | 寿命 |
| 日系某合金 | 380m/min | 72秒/件 | 件/刃 |
| 博徕荣PCBN | 570m/min | 45秒/件 | 1000件/刃 |
| 博徕荣PCBN刀片的效率是日系某涂层合金的1.6倍,寿命是其5倍. | |||
 |
|||
| 工件名称:气缸 工件材料:HT200,HB170-210 选用刀片:ZBS7800 WNGA080412 切削参数:ap=2mm,F=0.2mm/r,湿切 |
|||
| 刀片对比 | 切削速度Vc | 效率 | 寿命 |
| 日系某硬质合金 | 260m/min | 58秒/件 | 20件/刃 |
| 博徕荣PCBN | 400m/min | 37秒/件 | 1000件/刃 |
| 博徕荣PCBN刀片的效率是日系某硬质合金的1.5倍,寿命是其4倍. | |||
 |
|||
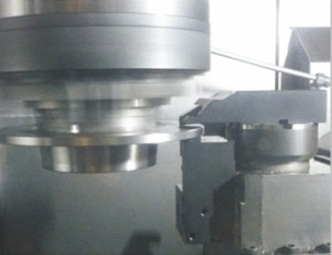
| 工件名称:机床工作台 工件材料:HT250,HRC50-55 选用刀片:ZBN7000 SNEN1207 切削参数:ap=1.5mm,fz=0.1mm/z,干切 |
|||
| 刀片对比 | 切削速度Vc | 效率 | 寿命 |
| 磨削 | 35m/min | 1小时/件 | 20元/件 |
| 博徕荣PCBN | 185m/min | 0.25小时/件 | 15元/件 |
| 博徕荣PCBN刀片的效率是磨削加工的4倍,加工成本是其3/4倍。 | |||
 |
||
| 工件名称:滑板 工件材料:堆焊,HRC52-62 选用刀片:ZBS7000 RNMN 120700 切削参数:ap=0.5mm,fz=0.1mm/z,干铣 |
||
| 刀片对比 | 切削速度Vc | 寿命 |
| 陶瓷 | 150m/min | 1件/刃 |
| 博徕荣PCBN | 180m/min | 3件/刃 |
| 博徕荣PCBN刀片的效率是陶瓷刀具的1.2倍,寿命是其2倍。 | ||
 |
|||
| 工件名称:回转支撑 工件材料:42CrMo,HRC47-55; 选用刀片:ZBN7000 RCMX090700V 切削参数:ap=1mm,f=0.25mm/r |
|||
| 刀片对比 | 切削速度Vc | 效率 | 寿命 |
| 陶瓷刀片 | 120m/min | 1.2小时/件 | 4件/刃 |
| 博徕荣PCBN | 150m/min | 1小时/件 | 30件/刃 |
| 博徕荣PCBN刀片的效率是陶瓷刀具的1.2倍,寿命是其3倍。 | |||
 |
|||
| 工件名称:轧臼壁 工件材料:高锰钢,硬度HB240 选用刀片:ZBN7000 SNMN150716 切削参数:ap=6mm,f=0.4mm/r |
|||
| 刀片对比 | 切削速度Vc | 效率 | 寿命 |
| 国内某PCBN | 30m/min | 2秒/件 | 0.8件/刃 |
| 博徕荣PCBN | 60m/min | 1秒/件 | 2件/刃 |
| 博徕荣PCBN刀片的效率是国内某PCBN的2倍,寿命是其1.25倍。 | |||